-

济宁协力特种气体有限公司
主营:高纯气体,标准气体,工业气体,液态气体 - 18053770566

济宁协力特种气体有限公司
主营:高纯气体,标准气体,工业气体,液态气体 4
4
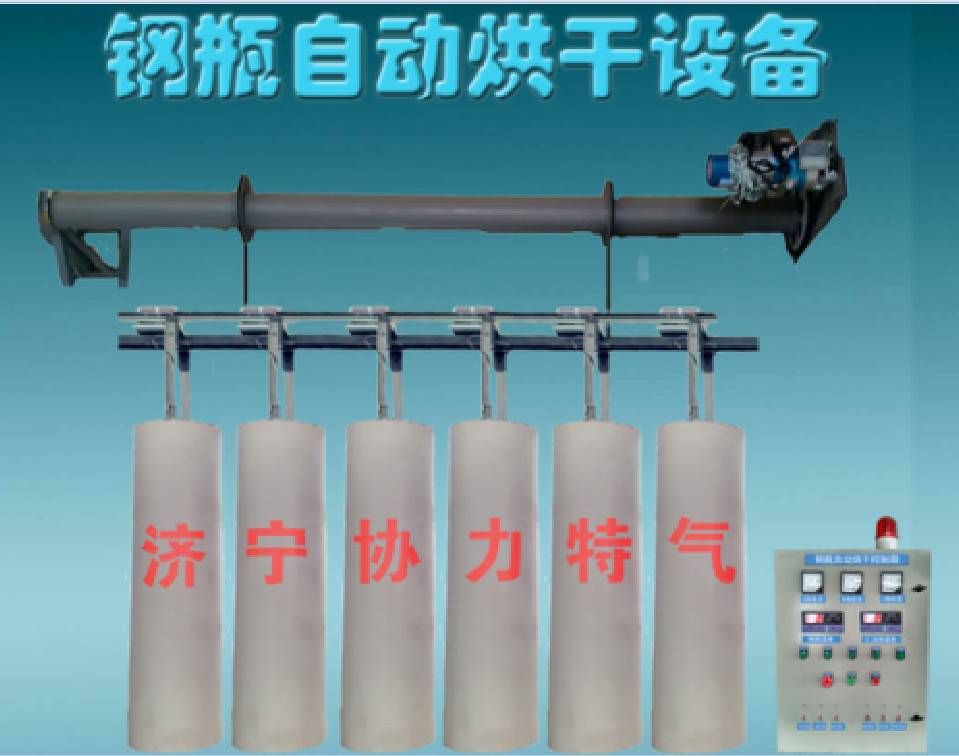
钢瓶自动烘干设备采用国内进的电磁加热技术使钢瓶的铁原子高速无规则运动,原子互相碰撞、摩擦产生热能,从而使钢瓶瓶体自身直接发热,并运用自动化控制技术对钢瓶进行自动除水及气体置换,从而达到钢瓶进行高纯及特种气体的充装要求。
本产品有以下特点:
1、本设备采用PLC控制技术,操作人员只需将瓶固定到位,并启动设备运行,可自动对钢瓶进行处理,处理完毕设备报警提醒操作人员换瓶操作,期间*人员干预。
2、本设备占地面积小,可根据客户要求任意设置处理瓶位的个数,每个瓶位可单独进行处理。
3、本设备生产效率高,钢瓶从20℃加热到120℃约需40分钟(处理温度可自由设定,温度90℃时间约需30分钟),加上除水及气体置换时间,每个钢瓶处理时间约1.5-2小时。6瓶位处理设备8小时可处理钢瓶30支。
4、钢瓶处理质量好,充装气体后经检测含水量均在2ppm以内,处理合格率**。改变程序设置,可满足特殊气体更低含水量的要求。
5、钢瓶处理过程瓶体整体温升均匀,无局部过热。
6、钢瓶处理过程中瓶阀*拆卸,瓶阀裸露在处理装置外,温度低,处理完后不会损坏阀芯。
7、本设备钢瓶处理电耗每只40升钢瓶约需用电2-3度,节能效果明显。
普通钢瓶烘箱采用电阻式加热管加热,运用红外辐射原理使钢瓶受热。
此种加热方式有以下弊端:
1、采用加热空气,再由空气将热量传递给钢瓶的方式,热传递效率低,钢瓶从20℃加热到120℃约需4个小时,加上除水及气体置换时间,每个钢瓶处理时间约需5-6小时。
2、加热管一般位于烘箱底部或侧面,当温度升高到设定温度时,钢瓶底部或侧面局部温度往往会远**设定温度,给钢瓶造成*性损伤。
3、钢瓶瓶阀阀芯易受损,处理完后,往往需要更换阀芯。
4、占地面积大,无法升级扩展。普通钢瓶烘箱为长方体设备,一旦工位数确定,箱体体积也即固定,无法实现扩展。
5、需要有人值守,人为干预过多,钢瓶处理质量不稳定,充装气体后含水量3ppm以下的合格率约为70%。
6、钢瓶处理能耗高,处理一只40升钢瓶约需用电4-5度。
自动配气设备:
称量法标准物质自动配制系统实现了计算(配制压力、爆炸极限、各组分气体加入量等)、气瓶卡具连接、气瓶瓶阀开关、加入量称量、阀门开关的全自动化。操作人员劳动强度大幅下降;配制过程人机完全分离,可保证人身安全;配气结果精准可靠;此套装置是本公司*的国内首套全自动配气装置。


